






发布日期:2011-10-12 14:33:52
文章标题: 论阀门研磨工具的发展
作者: 徐柳滨
0 引言
阀门的密封是靠阀座与阀瓣实现的,因此,阀门中阀瓣与阀座的加工,是阀门生产中的
关键。为了确保阀门的密封性能,要求阀座与阀瓣在加工中具有较高的表面粗糙度和平面度,
因此需要对其密封面进行研磨。研磨加工的质量和效率,将直接影响阀门的质量和生产效率,
因此,要合理的设计使用研磨工具。
1 密封面研磨的基本原理
基本原理包括研磨过程,研磨运动,研磨速度,研磨压力及研磨余量五个方面。
1.1 研磨过程
研具与密封圈表面很好的贴合在一起,研具沿贴合表面做复杂的研磨运动。沿具与密封
表面间放有研磨剂。当研具与密封圈表面做相对运动时,研磨剂中的部分研粒在研具与密封
圈表面间滑动或滚动,切去密封圈表面很薄的一层金属。
密封圈表面上的凸峰首先被磨去,然后渐渐达到要求的几何形状。研磨不仅是磨料对金
属的机械加工工程,同时还有化学作用。研磨剂中的油脂能使被加工表面形成氧化膜,从而
加速了研磨过程。
1.2 研磨运动
研具与密封圈表面相对运动时,密封圈表面上每一点对研具的相对滑动路程都应该相
同。并且,相对运动的方向应不断变更。运动方向的不断变化使每一粒磨粒不会在密封圈表
面上重复自己运动的轨迹,以免造成明显的磨痕而增高密封圈表面的粗糙度。此外,运动方
向的不断变化还能使研磨剂分布得比较均匀,从而较均匀的切去密封圈表面金属。研磨运动
尽管复杂,运动方向尽管在变化,但研磨运动始终是沿着研具与密封圈表面的贴合表面进行
的,无论是手工研磨还是机械研磨,密封圈表面的几何形状精度则主要受研具的几何形状精
度及研磨运动的影响。
1.3 研磨速度
研磨运动的速度越快,研磨的效率也就越高。研磨速度快,在单位时间内工件表面上通
过的磨粒比较多,切去的金属也比较多,阀门密封面的研磨速度与密封面的材料有关,铜及
铸铁表面的研磨速度为10~45m/min;淬硬钢与硬质合金密封面为25~80m/min,奥氏体不锈
钢密封面为10~25m/min。
1.4 研磨压力
研磨效率与研磨压力的增大而提高,研磨压力不能过大,一般为0.01~0.1Mpa。研磨铸
铁,铜及奥氏体不锈钢材料的密封面时,研磨压力为0.1~0.3Mpa。淬硬钢和硬质合金密封
面为0.15~0.4Mpa,粗研时取最大值,精研时取最小值。
1.5 研磨余量
由于研磨是光整加工工序,故切削量很小,研磨余量的大小取决于上道工序的加工精度
和表面粗糙度。在保证去除上到工序加工痕迹和修正密封圈几何形状误差的前提下,研磨余
量越小越好。密封面研磨前一般经过精磨。经精磨后的密封面可直接精研,其最小研磨余量
为:直径余量为0.008~0.020mm;半面余量为0.006~0.015mm。手工研磨或材料硬度较高时取
小值,机械研磨或材料硬度较低时取大值。阀体密封面不便磨削加工,可采用精车,精车后
的密封面须粗研后才能进行精研,其平面余量为0.012~0.050。
2 研磨工具的初期改进
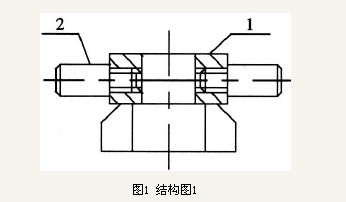
初期的研磨加工采用手工研磨的方式,其研磨工具由研磨磨盘和手柄组成(结构如图1
所示)。研磨盘1 是用铸铁制成,在其上装有手柄2,用手搬动手柄进行研磨。这种研磨方
式具有劳动强度大,生产效率低得缺点,是最初级的研磨方法。
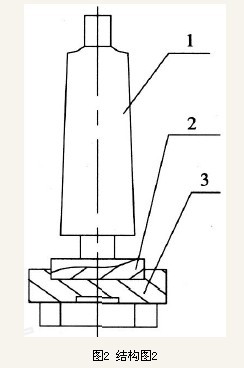
针对初级研磨方法的缺点,特别市针对大口径阀门密封面的特点,进而研制了机械研磨
工具。其结构由锥柄传动轴1,过渡盘2,研磨盘3 组成(结构如图2 所示),锥柄传动轴1
与摇臂钻床主轴相连接。传动轴轴线与过渡盘轴线是偏心的,其偏心量根据密封面的大小而
定。当钻床主轴转动时,带动锥柄传动轴1 及过渡盘2 进行旋转。过渡盘2 通过摩擦力带动
研磨盘旋转使之对工件进行研磨。由于偏心的作用,研磨盘产生转动与摆动两种运动。形成
非圆轨迹,有利于研磨加工。
这种研磨工具具有研磨质量好,效率高等特点,并且大大减轻了劳动强度,但这种研磨
方式存在一些缺点:
1)过渡盘与研磨盘之间相对运动较大,因而产生较大的摩擦力,致使过渡盘与研磨盘
磨损严重。
2)如果被加工的工件安装水平不高,导致研磨盘与工件接触面积小,研磨效率下降,
因此要求工件具有较高的安装精度。
3. 研磨工具进一步的改进
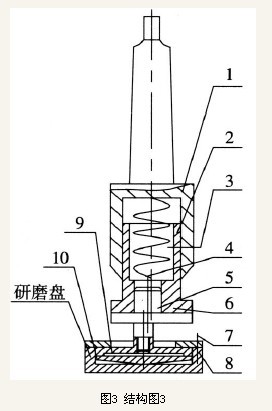
将研磨工具做进一步的改进(结构如图3 所示)其工作原理为:在锥柄壳体1 与套4
之间有一弹簧2,使研磨的压力可调。偏心轴5 与偏心套4 的孔加工成偏心结构。当偏心方
向一致时,可以达到最大的偏心量,反之,则偏心量最小。偏心量可在最大与最小之间无极
的调节。
调节完后用螺钉6 锁紧。过渡盘9 带动活络盘10 转动。实现研磨加工。由于摩擦盒8
与研磨盘之间的相对速度比前一种方式小得多,有效地减小了摩擦盒与研磨盘之间的磨损。
过渡盘9 用青铜制造,增强了过渡盘与活络盘之间的磨合性减小了它们之间的磨损。因为过
渡盘9 不直接与工件接触,可减小由于工件安装不水平,而给研磨加工带来的不良影响。因
此对工件的装卡精度要求较低。
4 结束语
进一步改进后的研磨工具克服了前两种研磨工具的缺点,使研磨加工的质量和生产效率
有了很大的提高。
